
Minimal tooling was needed since the design mainly consisted of repeatable tubes made of carbon fiber and epoxy on a filament winder. Aluminum and PVC piping varying in different sizes and diameters were wrapped in rope to create the tools. The use of rope allowed for the tubes to be easily removed once fully cured.
The manufactured carbon fiber tubes, along with the 3D-printed connectors were adhered together with epoxy adhesive. The pieces were held together with clamps until the adhesive was fully cured.
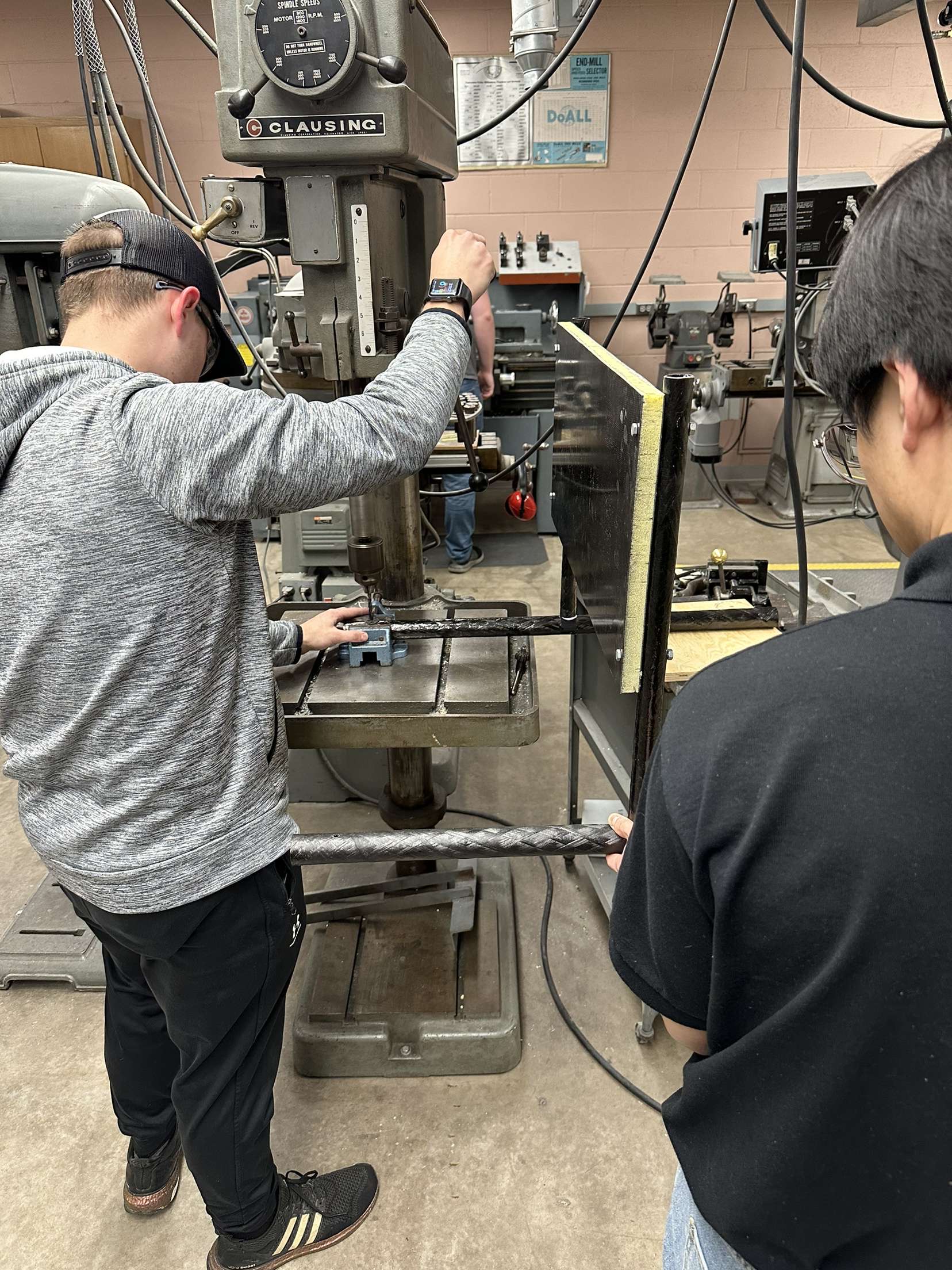
Filament Winding:
- A filament winder was used to create all of the tubes that would need to be assembled
- The tubes were made out of carbon fiber and epoxy
- Mandrels varying in diameter were wrapped with rope to wind around, allowing for easy removal of cured tubes
Wet Layup:
- A sandwich panel consisting of foam core and carbon fiber was used to create our seat
- A wet layup process was used to create one of the facesheets. Once fully cured, the foam core and next facesheet were adhered
3D Printed Connectors:
- In order to connect the tubes together, 3D printed connectors were used
- PETG was the material that was initially selected due to its strength and water resistance, and the connectors were manufactured on a Prusa brand printer
- While testing the static leg strength of the assembled walker, the 3D-printed connectors failed to to shear breakage
- For the final design, a Markforged 3D-printer was used to manufacture the connectors with a short carbon fiber-reinforced nylon material



Fatigue
- Cyclic loading of 800 N at 200,000 cycles and 1 Hz
Static Leg Strength
- Compression load of 300-500 N
Seat Strength
- Can support up to 350 lbs
Stability
- Withstand a load of 250 N at different angles
UV Resistance
- Control specimen
- Specimen UV exposed for 3 days
- Both loaded in compression
Water Resistance
- Control specimen
- Specimen was submerged in water for 24 hours
- Both loaded in compression
Updated 04/21/2024